Wahl Clipper Corporation
Supplier Document Center
Supplier Document Center
Quality inspection standards, defect classification, dimensional tolerances, and material requirements for all Wahl Clipper Corporation packaging components and systems.
This specification defines the inspection, print quality, and material requirements for all printed packaging and packaging components supplied to Wahl Clipper Corporation. It applies to all suppliers producing or printing any Wahl packaging component and is incorporated by reference into the Wahl Supplier Quality Agreement.
| Section | Category |
|---|---|
| 2.0 | Inspection Methods & Conditions |
| 3.0 | Sampling Procedures |
| 4.0 | Defect Classification |
| 5.0 | POS Box, Sleeve & Insert (Paper / SBS / CRB) |
| 6.0 | POS Box, Sleeve & Insert (Plastic / PET) |
| 7.0 | Master Carton & Insert |
| 8.0 | Labels |
| 9.0 | Documentation / IFU |
| 10.0 | Pulp Trays & Lids |
| 11.0 | Plastic Thermoformed Tray / Lid |
| 12.0 | Palletizing |
| 13.0 | Molded Fiber — Dry Press & Wet Press |
| 14.0 | Fabric Pouches with Zippers |
| 15.0 | EVA Cases |
| 16.0 | Delivery & Transit Packaging Protection |
| Appendix | Illustrations & Reference |
18 inches (457 mm) from eye to unit.
| Part Description | Duration |
|---|---|
| Label | 3–5 seconds per part |
| Tray / Lid | 5–7 seconds per part |
| Molded Fiber Component | 5–7 seconds per part |
| Fabric Pouch | 8–10 seconds per part |
| EVA Case | 8–10 seconds per part |
| Documentation / IFU | 3–5 seconds per sheet |
| POS Box / Sleeve / Insert | 8–10 seconds per part |
| Master Carton / Insert | 8–10 seconds per part |
Rotate 30° from the horizontal plane. Rotate 30° right and left during inspection.
Normal light condition: 80–120 ft-candles, white fluorescent lamp.
| Attribute | Requirement |
|---|---|
| Standard | ISO 2859-1 (ANSI/ASQ Z1.4) |
| Inspection Level | Level II — Normal Inspection |
| Sampling Type | Single Sample Inspection |
| AQL — Critical | 0.65 |
| AQL — Major | 0.65 |
| AQL — Minor | 0.65 |
| Class | Definition |
|---|---|
| Critical | A defect that impedes the usage of the product. Cause for rejection. |
| Major | A defect that causes substantial degradation to the usability of the product for its intended application. |
| Minor | A defect that is not a substantial degradation for the product application, or a deviation from existing standards irrelevant to the effective use of the product. |
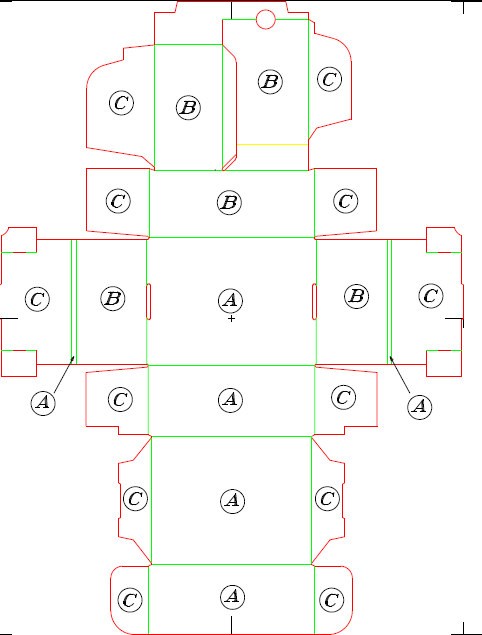
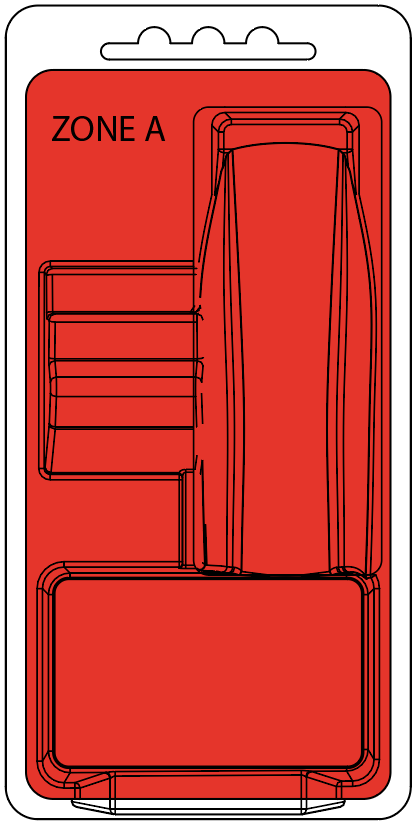
| Panel | Definition |
|---|---|
| Panel A | Major/primary panels — panels containing legal copy or critical design elements |
| Panel B | Secondary panels — sides, interior |
| Panel C | Hidden panels — dust flaps |
All dimensions refer to internal finished dimensions of the erected carton unless otherwise stated on the item drawing.
| Dimension | Tolerance |
|---|---|
| Length / Width / Depth | ±1.0 mm |
| Caliper (board thickness) | ±0.05 mm (per TAPPI T 411) |
| Bleed registration to artwork spec | ±3.0 mm |
| Bleed from score line (top/bottom) | ±5.0 mm |
| Bleed from score line (sides) | ±8.0 mm |
| Sleeve misalignment | ±1.0 mm max |
| Embossing / UV / foil registration | ±1.6 mm (1/16") |
Panel classification same as Section 5.1 — Panel A (primary), Panel B (secondary), Panel C (hidden).
| Dimension | Tolerance |
|---|---|
| Length / Width / Depth | ±1.0 mm |
| Sleeve misalignment | ±1.0 mm max |
| Bleed registration to artwork spec | ±3.0 mm |
| Bleed from score line (top/bottom) | ±5.0 mm |
| Bleed from score line (sides) | ±8.0 mm |
| Embossing / UV / foil registration | ±1.6 mm (1/16") |
| Dimension | Tolerance |
|---|---|
| Internal L / W / H | ±2.0 mm |
| Wall caliper (corrugated) | Per supplier board grade; ECT ≥ 32 lb/in (5,600 N/m) |
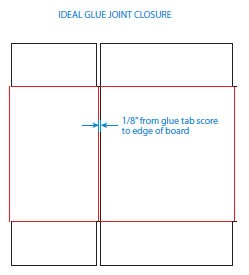
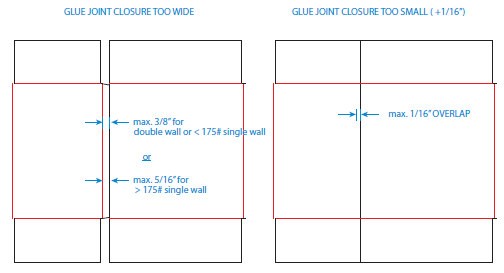
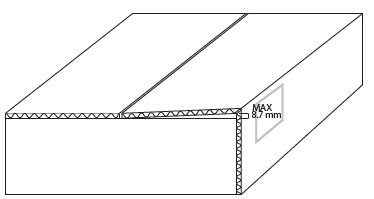
| Gap width at score line | ≤ 9.5 mm (5/16") max |
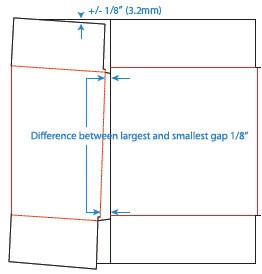
| Fishtail gap width from score | ±3.2 mm (1/8") max |
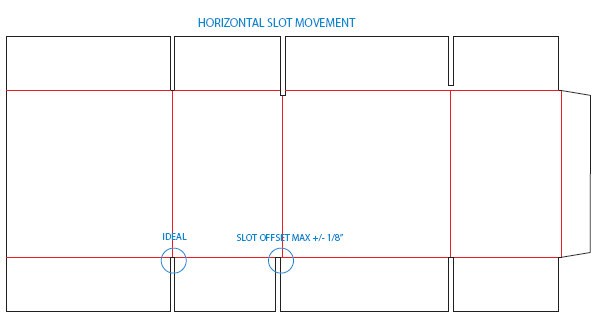
| Horizontal slot movement | ±3.2 mm (1/8") max |
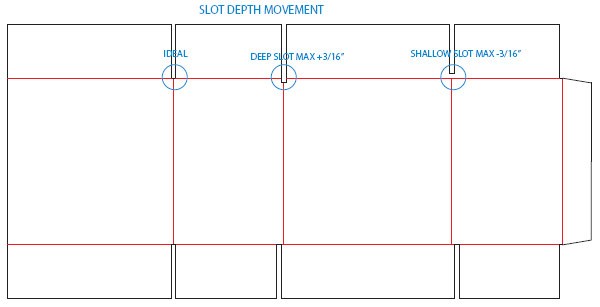
| Slot depth movement | ±4.8 mm (3/16") max |
| Insert flatness deviation | ≤ 5 mm across full face |
Tolerances apply to finished, die-cut labels. Reference: TLMI recommended manufacturing standards.
| Dimension | Tolerance |
|---|---|
| Finished label length / width | ±0.8 mm |
| Die-cut to print registration | ±0.5 mm |
| Color-to-color registration | ±0.25 mm |
| Adhesive / zone coat position | ±1.0 mm |
| Label gap on liner (auto-apply) | 3 mm min |
| Roll core inside diameter | 76.2 mm (3") nominal |
| Max roll outside diameter | Per purchase order |
| Dimension | Tolerance |
|---|---|
| Finished trim size (L × W) | ±1.5 mm |
| Page-to-page registration (folded) | ±1.0 mm |
| Fold position from edge | ±1.5 mm |
| Caliper / paper stock | Per specified GSM ±5% (TAPPI T 411) |
| Color density variation | ≤ 10% from approved Pantone reference |
| Dimension | Tolerance |
|---|---|
| Overall L / W / H | ±1.5 mm |
| Pocket / cavity depth | ±1.5 mm |
| Wall thickness | ±0.5 mm of nominal |
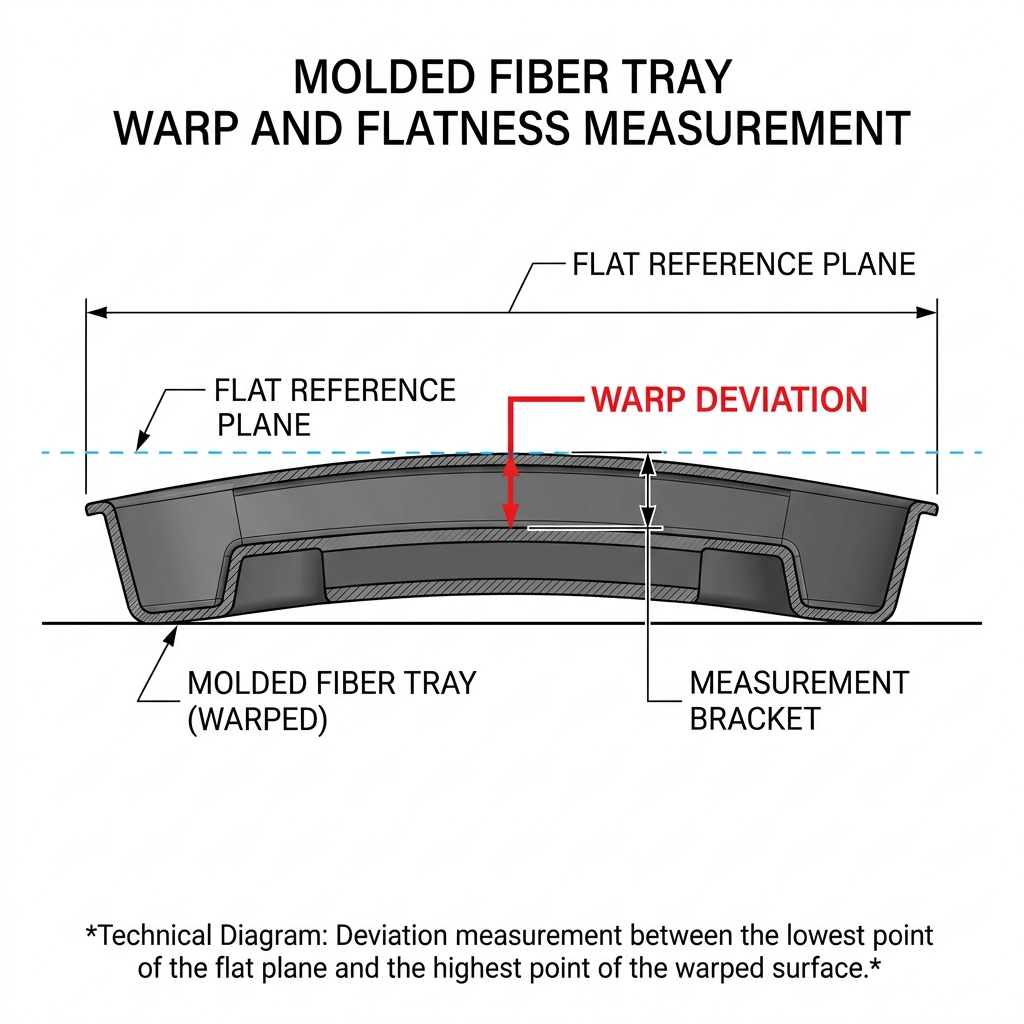
| Flatness / warp across full face | ≤ 3.0 mm deviation from flat reference |
| Lid fit clearance | 0 – 1.5 mm gap when nested |
| Dimension | Tolerance |
|---|---|
| Overall L / W / H | ±0.5 mm |
| Pocket / cavity depth | ±0.5 mm |
| Wall thickness | ±0.2 mm of nominal |
| Flatness / warp across full face | ≤ 1.0 mm deviation from flat reference |
| Lid fit clearance | 0 – 0.8 mm gap when nested |
| Haze / clarity | Per approved limit sample or spectrophotometer reference |
| Dimension | Tolerance |
|---|---|
| Pallet footprint (L × W) | Per pallet specification (WPQD_PALLET_REV01) |
| Load overhang from pallet edge | ≤ 25 mm any side |
| Max stacked load height | Per purchase order / load plan |
| Top board gap width | ≤ 9.5 mm between boards |
| Exposed splinter length | ≤ 76 mm (critical threshold) |
| Attribute | Dry Press (Traditional) | Wet Press (Thermoformed) |
|---|---|---|
| Primary Use | Inner cushioning, master carton inserts | Retail-facing trays, premium inserts |
| Surface Finish | Rough/fibrous non-mold side; smooth mold side | Smooth, high-definition both sides |
| Wall Thickness | 3.0 – 6.0 mm typical | 0.8 – 2.0 mm typical |
| Dimensional Tolerance | ±1.0 mm | ±0.5 mm |
Dimensional
Structural
Surface & Appearance
Moisture
Dimensional
Structural
Surface & Appearance
Moisture
| Requirement | Specification |
|---|---|
| Fiber source | Virgin or recycled fiber; PCW content as specified on PO |
| Prohibited substances | REACH SVHC compliant; no PFAS/PFOA |
| Moisture at receipt | ≤ 12% (dry press) / ≤ 10% (wet press) — TAPPI T 412 |
| Density range | 0.8 – 1.2 g/cm³ |
| Waterproofing agents | AKD or equivalent; food-safe grade; declared on MSDS |
| Records retention | 2 years from ship date |
| Test Type | Reference Standard |
|---|---|
| Drop test | ASTM D5276 or ISTA 1A/3A |
| Vibration test | ASTM D999 or ISTA 1A/3A |
| Environmental conditioning | ASTM D4332 (23°C / 50% RH, 24 hr minimum) |
| Compression / stacking | ASTM D642 |
All dimensions refer to the finished, closed pouch unless otherwise stated on the item specification.
| Dimension | Tolerance |
|---|---|
| Overall length / width / height | ±3.0 mm |
| Seam allowance width | ±1.5 mm of specified |
| Zipper tape position from edge | ±2.0 mm |
| Zipper pull stop position from end | ±3.0 mm |
| Stitch density | 8–12 SPI; ±1 SPI of specified |
| Decoration Type | Placement Tolerance | Notes |
|---|---|---|
| Embroidered logo | ±3.0 mm from center point | All axes |
| Woven label (sewn in) | ±3.0 mm from specified position | All four sides flat and tacked |
| Heat transfer / screen print | ±3.0 mm from center point | All axes |
| Debossed / embossed mark | ±2.0 mm from specified position | |
| Patch (sewn on) | ±3.0 mm; all edges stitched | No lifting edges |
| Embroidery Attribute | Requirement |
|---|---|
| Thread color match | Within ±1 Pantone step of approved specification |
| Fill density | No visible gaps in fill area >1.0 mm |
| Underlay | Required beneath all embroidery; no fabric distortion around logo |
| Stitch direction | Per approved artwork file |
| Jump stitches on visible surface | Not allowed — must be trimmed flush |
| Loose thread tails on embroidery | ≤ 3.0 mm; trimmed flush preferred |
| Location | Loose Thread Limit |
|---|---|
| External — primary (front face) | None allowed >3.0 mm; must be trimmed ≤3.0 mm |
| External — secondary (back, sides) | ≤ 5.0 mm; trimmed preferred |
| Internal lining — visible areas | ≤ 5.0 mm |
| Internal lining — non-visible / hidden | ≤ 10.0 mm acceptable |
| At zipper attachment seam | None allowed — all tails trimmed flush |
| At logo / label attachment seam | None allowed — all tails trimmed flush |
A sewing gap is any break, skip, or separation in a seam where thread is absent or seam integrity is compromised.
| Seam Zone | Allowable Gap |
|---|---|
| Structural seam (load-bearing, perimeter) | Zero gaps allowed |
| Zipper attachment seam | Zero gaps allowed |
| Logo / label attachment — all four sides | Zero gaps allowed |
| Decorative top-stitch (non-structural) | ≤ 1 skip per 100 mm; max 1 occurrence per seam |
| Interior lining seam (non-structural) | ≤ 2.0 mm gap; max 1 occurrence per seam |
Zipper & Hardware
Sewing & Construction
Logos, Marks & Decoration
Material & Surface
| Requirement | Specification |
|---|---|
| Fabric type | Per item specification (polyester, nylon, canvas, etc.) |
| Zipper type | Per item specification; YKK or approved equivalent |
| Thread | Polyester core-spun; color matched to specification |
| Restricted substances | REACH SVHC compliant; CPSIA compliant (if applicable) |
| Colorfastness | Minimum grey scale rating 4 (ISO 105-A02) |
| Seam strength | ≥ 45 N at all structural seams (ASTM D1683 or ISO 13935-1) |
| Zipper durability | ≥ 500 open/close cycles without failure |
| Records retention | 2 years from ship date |
All dimensions refer to the finished, closed case unless otherwise stated on the item specification.
| Dimension | Tolerance |
|---|---|
| Overall L / W / H (external) | ±1.5 mm |
| Interior cavity L / W / H | ±1.0 mm |
| EVA shell wall thickness | ±0.5 mm of nominal |
| Foam insert thickness | ±1.0 mm of nominal |
| Zipper tape position from edge | ±2.0 mm |
| Case closed gap (halves meeting) | ≤ 1.5 mm any point along perimeter |
| Decoration Type | Placement Tolerance | Notes |
|---|---|---|
| Debossed / embossed mark on EVA | ±2.0 mm from specified position | Depth consistent across full mark |
| Screen print / pad print on EVA | ±2.0 mm from specified center | All axes |
| Embroidered logo (fabric-covered) | ±3.0 mm from specified center | All axes |
| Woven label (sewn in) | ±3.0 mm from specified position | All four sides flat and tacked |
| Heat transfer on fabric shell | ±3.0 mm from specified center | All axes |
| Patch (sewn on) | ±3.0 mm; all edges stitched | No lifting edges |
| Deboss / Emboss Attribute | Requirement |
|---|---|
| Depth consistency | Uniform across full mark — variation ≤ 0.3 mm |
| Edge definition | Clean — no tearing, crumbling, or feathering of EVA at mark edge |
| Placement | ±2.0 mm from specified center in all axes |
See Section 14.3 for embroidery standards. Loose thread and sewing gap standards below apply independently to EVA cases.
| Location | Loose Thread Limit |
|---|---|
| External fabric — primary face | None >3.0 mm; must be trimmed |
| External fabric — secondary (sides, back) | ≤ 5.0 mm; trimmed preferred |
| At zipper attachment seam | None allowed — all tails trimmed flush |
| At logo / label attachment seam | None allowed — all tails trimmed flush |
| Interior lining or non-visible seams | ≤ 10.0 mm acceptable |
| Seam Zone | Allowable Gap |
|---|---|
| Structural seam (perimeter, load-bearing) | Zero gaps allowed |
| Zipper attachment seam | Zero gaps allowed |
| Logo / label attachment — all four sides | Zero gaps allowed |
| Decorative top-stitch (non-structural) | ≤ 1 skip per 100 mm; max 1 occurrence per seam |
| Interior lining seam (non-structural) | ≤ 2.0 mm gap; max 1 occurrence per seam |
Dimensional & Fit
Zipper & Hardware
Shell & Surface
Logos, Marks & Decoration
Foam Interior
| Requirement | Specification |
|---|---|
| EVA shell | Ethylene Vinyl Acetate; hardness per item spec (Shore C or A) |
| Foam insert | PE or EVA foam; density and hardness per item spec |
| Fabric covering | Per item specification; color matched to approved sample |
| Zipper type | Per item specification; YKK or approved equivalent |
| Restricted substances | REACH SVHC compliant; CPSIA compliant (if applicable) |
| RoHS compliance | Required for all cases packaged with electronic accessories |
| Drop performance | 1.0 m drop onto concrete — 6 faces, 4 edges, 2 corners; product undamaged |
| Compression performance | 50 cycles at 500 N; product inside undamaged |
| Temperature range | Functional −20°C to +60°C; no deformation or seal failure |
| Records retention | 2 years from ship date |
The supplier is responsible for ensuring that all Wahl Clipper packaging components and materials arrive at the designated delivery location in the condition specified in this document. This responsibility extends beyond the quality of the article itself to include the adequacy of the delivery system — meaning the outer packaging, inner protection, moisture barriers, and any supplementary protective measures used to protect the article during transit, handling, and storage prior to receipt.
Any article damage, degradation, or contamination attributable to an inadequate or non-conforming delivery packaging system is the responsibility of the supplier and is subject to claim, return, or cost recovery per the Wahl Supplier Quality Agreement.
Suppliers must design their delivery packaging system to protect articles against all foreseeable hazards including mechanical shock and vibration, compressive loading, moisture (humidity, condensation, direct water contact), temperature cycling, and contamination. The delivery packaging system must be validated prior to first production shipment. Any change to packaging material, configuration, or supplier requires re-validation.
| Article Category | Minimum Required Protection |
|---|---|
| Paper / SBS / CRB folding cartons | Poly bag liner inside master carton or moisture-resistant master carton liner |
| Master cartons (corrugated) | Moisture-resistant box liner for ocean / high-humidity shipments |
| Labels (roll stock) | Individual roll poly bags sealed; master carton lined |
| Documentation / IFU | Poly bag per bundle; master carton lined for ocean shipments |
| Molded fiber — dry press | Poly bag per tray stack or master carton liner; desiccant required |
| Molded fiber — wet press | Individual poly bag per unit or tray-level poly sleeve; desiccant required |
| Pulp trays & lids | Poly bag per stack; desiccant required |
| Fabric pouches | Individual poly bag per unit or sealed poly bag per pack quantity |
| EVA cases | Individual poly bag per unit |
| Plastic thermoformed trays | Individual poly bag per unit or tray-stack poly bag |
Desiccant is required for fabric pouches (sewn construction) and EVA cases where absorbed moisture during transit or storage creates a critical risk of mold, mildew, or biological growth on fabric, foam, or textile materials. Desiccant is not a general requirement for paper-based or corrugated packaging unless specifically called out on the applicable purchase order or drawing.
| Requirement | Specification |
|---|---|
| Desiccant type | Silica gel (ISO 9001 grade) or clay desiccant; molecular sieve acceptable |
| Unit size | Per supplier calculation based on carton volume and transit duration; minimum 1 unit per master carton |
| Packaging form | Tyvek sachet or non-woven sachet — no loose granule packets |
| Placement | Inside sealed poly liner, adjacent to articles — not in direct contact with printed surfaces |
| Indicator | Humidity indicator card (HIC) required inside each master carton for ocean shipments — single-use, 3-spot minimum |
| Prohibited | Do not use calcium chloride desiccants — liquid release risk |
| Liner Type | Minimum Specification |
|---|---|
| Poly bag liner (master carton) | LDPE or LLDPE; minimum 2.0 mil (51 µm); sealed or folded closed after loading |
| Kraft paper liner | Not acceptable as sole moisture protection; acceptable as void-fill supplement only |
Articles must be packed to prevent relative movement that could cause abrasion, scuffing, or crushing. Void fill required when articles occupy less than 85% of master carton volume. Acceptable: paper cushion, molded fiber pads, air pillows (LDPE), EPE foam sheets. Not acceptable: loose packing peanuts (polystyrene or starch) unless enclosed in a contained bag. Stacking orientation must be marked (THIS SIDE UP / ↑) when article orientation is critical. Maximum stack height / weight must not exceed the carton's stated ECT or BCT rating.
| Requirement | Detail |
|---|---|
| Packing list | Required with every shipment; must reference PO number, item numbers, quantities, and lot/batch numbers |
| Moisture protection statement | Supplier to confirm method used on packing list or COA for ocean shipments |
| Desiccant lot traceability | Supplier name and lot number to be recorded; available upon request |
| Carrier damage documentation | Noted on delivery receipt at time of delivery; photographed before unloading |
| Supplier response time | Wahl notifies within 5 business days; supplier responds with root cause and CA within 10 business days |
| Records retention | 2 years from ship date |
Technical reference illustrations for inspection criteria referenced throughout this specification. Illustrations marked Original are from the approved Rev05 source document. Illustrations marked AI Reference are generated technical references for sections without an existing illustration.